超硬合金立铣刀 DUARISE涂层 平头型立铣刀/颈部避让型/超短刃型(AE-VMSS)


限时特价
当天发货
可按购买数量进行折扣
超硬合金立铣刀 DUARISE涂层 平头型立铣刀/颈部避让型/超短刃型(AE-VMSS)
型号:
重选 
型号:
请确定型号
原价:
单价(未税):
购买条件:
发货日:
基本信息
FAQ
●加工材料对应表

●加工形态对应表




产品概述
●DUARISE涂层表面进行了平滑处理可以提高加工面精度


●润滑性、耐磨损性、高温耐氧化性
可以有效抑制裂纹传播。

可以有效抑制裂纹传播。


●加工形态对应表

产品特点
《1》正前角
●锋利性优良的正前角刃形,可以降低切削阻力
《2》高刚性
●加工精度的提高

《3》新型沟槽形状
●兼顾工具刚性与排屑性的新型沟槽形状,可以实现稳定加工,并抑制毛刺产生

《4》不等分割刃型
●采用不等分割,不等导程设计,可以实现稳定,高效的加工

●锋利性优良的正前角刃形,可以降低切削阻力
《2》高刚性
●加工精度的提高

《3》新型沟槽形状
●兼顾工具刚性与排屑性的新型沟槽形状,可以实现稳定加工,并抑制毛刺产生

《4》不等分割刃型
●采用不等分割,不等导程设计,可以实现稳定,高效的加工

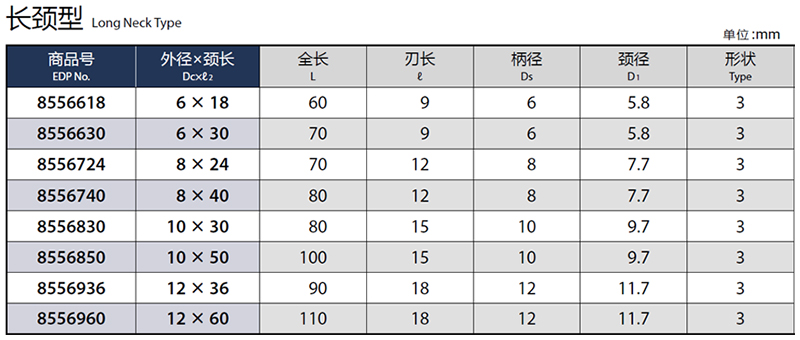
尺寸图


规格概述
AE-VMSS 规格概述

使用案例
AE-VMSS 加工测试数据




注:以上数据由OSG公司提供,数据真实性由OSG公司作最终解释。
AE-VMSS 切削条件基准表






注:以上数据由OSG公司提供,数据真实性由OSG公司作最终解释。
AE-VMSS 切削条件基准表


相关文件

关于此商品的常见问题 (FAQ)
怎样提高曲面精加工的精度?
使用球头型立铣刀进行曲面形状切削时,为了获得良好的加工表面粗糙度,必须减少每刃进给量与步距。但是,在那样的切削条件下,实际进给速度降低,刀具行程变慢,加工时间延长。因此,既要抑制加工时间的延长,也要提高加工表面粗糙度,必须提高转速。增加转速既可提高刀刃的切削特性,还能抑制毛刺的发生,从而获得优质加工表面。这样,以微量切深与高速回转为条件的高速铣削,可实现小切削阻力下的稳定加工,因此,减少刀具磨损也是其特征之一。在刀具行程较长的精加工中,也能长时间保持高精度加工。
高速铣削的刀具如何选择?
立铣刀的选型要点,用于高速铣削的立铣刀刀刃形状,要点是实施“负前角”或“负刃带处理”等加强刚性的刃口处理。然而,负角的刃口形状虽然刚性提高了,但与正前角刃口相比,锋利性却变差。因此,铝合金、铜电极或石墨等硬度小的工件材料,请选择前角大,锋利性好的刀具。
刀柄的选型要点,夹持立铣刀时,刀具的伸出长度及夹持精度也极为重要。热膨胀刀柄与工件的接近性好,并能最大限度地缩短立铣刀的伸出长度。而且兼具很高的夹持精度和夹持刚性,可以说是一种最适合高速铣削的刀柄。
刀柄的选型要点,夹持立铣刀时,刀具的伸出长度及夹持精度也极为重要。热膨胀刀柄与工件的接近性好,并能最大限度地缩短立铣刀的伸出长度。而且兼具很高的夹持精度和夹持刚性,可以说是一种最适合高速铣削的刀柄。
常被一起浏览的商品
常被一起购买的商品
相关产品集合页
单价(未税):
数量:



总价(含税):
总价(未税):
总价(未税):
分享
客服
产品目录
加入购物车
| 数量 | 未税单价 (元) | 发货日 |
|---|

