经济型 单轴组件 压轧滚珠丝杠 盖板规格


限时特价
当天发货
可按购买数量进行折扣
经济型 单轴组件 压轧滚珠丝杠 盖板规格
型号:
重选 
型号:
请确定型号
原价:
单价(未税):
购买条件:
发货日:
基本信息
规格表
FAQ
产品概述
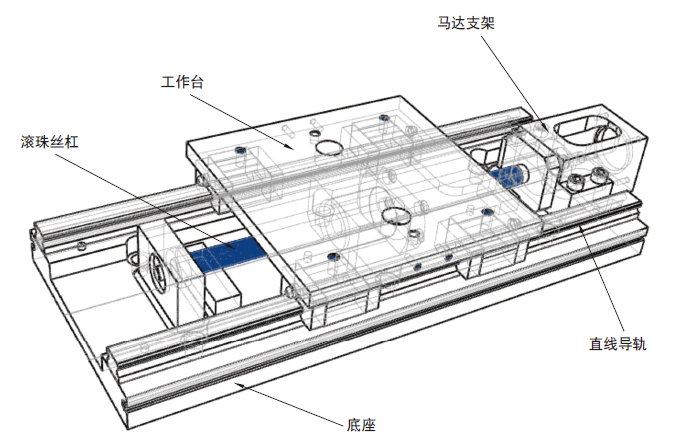
E-KUA/E-KUAC单轴组件将客户使用频率高的自制机构标准化,采用压轧/精密滚珠丝杆驱动,实现了高精度的定位。并且由于采用了中重载型直线导轨,
可实现高负载的传送。
盖板型规格的单轴组件,可防止因小零件等的掉入而导致单轴组件损伤,或避免粘接剂或油脂等液体滴落在单轴组件内。确保安全使用,
可大幅降低管理费用。
可实现高负载的传送。
盖板型规格的单轴组件,可防止因小零件等的掉入而导致单轴组件损伤,或避免粘接剂或油脂等液体滴落在单轴组件内。确保安全使用,
可大幅降低管理费用。
产品特点
特点1:高精度。 由直线导轨和滚珠丝杆组合而成,从而实现高精度的定位。
特点2:低成本。 节省设计,采购以及组装时间。为客户大幅缩减人工成本。
特点3:耐重载。 采用中重载型直线导轨,适合高重载传送用途。
特点2:低成本。 节省设计,采购以及组装时间。为客户大幅缩减人工成本。
特点3:耐重载。 采用中重载型直线导轨,适合高重载传送用途。
结构特点
采用轻量、高刚性的铝制底座,导轨部使用钢珠直线导轨。
驱动方式采用压轧丝杠,不带盖板型以及带盖板型两款产品加入系列。
驱动方式采用压轧丝杠,不带盖板型以及带盖板型两款产品加入系列。

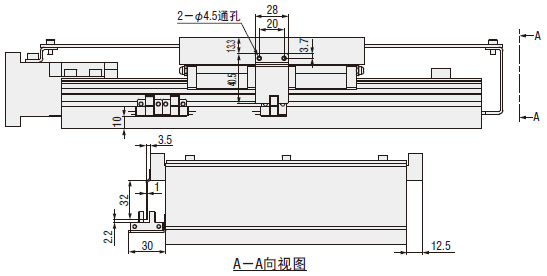
尺寸图
 附件 附件 |  材质 材质 |  表面处理 表面处理 | 数量 | 备注 |
| 内六角螺栓M5×10 | 铁 | 铬酸盐光泽处理(黑色) | 4 | 支架固定用 |
| 零件 | 底座 | 工作台 | 马达支架 | 螺帽支架 | 固定侧丝杠支座组件 | 支承侧轴承座 | 挡块 |
| 材质 | 铝合金 | 铝合金 | 铝合金 | 铝合金 | 铁 | 铝合金 | 树脂 |
| 表面处理 | 黑色阳极 氧化处理 | 黑色阳极 氧化处理 | 黑色阳极 氧化处理 | 黑色阳极 氧化处理 | 四氧化三铁 保护膜 | 黑色阳极 氧化处理 | - |

规格表

| 型式 | 选择 | 滚珠丝杠压轧 | W 工作台宽度 | H 总高度 | H1 导轨 高度 | H2 轴心 高度 | 工作台 | |||||||
 Type Type |  No. No. |  L L底座总长 |  L1 L1工作台长度 | 直径 | 导程 | W | t2 | M1 | P1 | P2 | ||||
| E-KUAC | 1510L 1520L | 340 | 150 | 15 | 10 20 | 220 | 74 | 28 | 32 | 220 | 22 | M5 | 120 | 195 |
| 400 | ||||||||||||||
| 460 | ||||||||||||||
| 520 | ||||||||||||||
| 580 | ||||||||||||||
| 2010L 2020L | 20 | 89 | 39 | 40 | ||||||||||
| 640 | ||||||||||||||
| 700 | ||||||||||||||
| 78 | 28 | 34 | ||||||||||||
| 760 | ||||||||||||||
| 820 | ||||||||||||||
| 型式 | 底座 | 底座安装孔 | 马达安装相关尺寸 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Type | No. | W1 | H4 | t1 | h1 | P3 | h | Q | S | P.C.D | D | D1 | H3 | N | N1 | N2 | N3 | d | M2 | ||||||||||||||||||||||||||||||||||||||||
| E-KUAC | 1510L 1520L | 208 | 49 | 12 | 20 | 120 | 11.5 |
|
| 70 | 50 | 45 | 62 | 45 | 5 | 40 | 15 | 10 | M5 | ||||||||||||||||||||||||||||||||||||||||
| 2010L | 61 | 29 | 70 | 57.5 | 39.5 | 20 | 12 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2020L | 55 | 20 | 64 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
*L=340仅适用于1510L,L=400仅适用于1510L,2010L。
■伺服马达适用表
■精度·容许静负载
■伺服马达适用表
| 制造厂名称 | 型号 | 输出功率(W) | 方法兰 |
| 安川电机 | SGM7J-02 | 200 | □60 |
| SGM7J-04 | 400 | ||
| 三菱电机 | HG-MR23 | 200 | |
| HG-KR23 | 200 | ||
| HF-MP23 | 200 | ||
| HF-KP23 | 200 | ||
| HG-MR43 | 400 | ||
| HG-KR43 | 400 | ||
| HF-MP43 | 400 | ||
| HF-KP43 | 400 |
■精度·容许静负载
| 型式 | *重复 定位精度(mm) | 容许静负载(kg) | *平行度 (mm) | ||||||||||||||||||||||
| Type | No. | 水平 | 垂直 | ||||||||||||||||||||||
| 压轧 滚珠丝杠 E-KUAC | 1510L | ±0.05 | 2897 | 153 |
| ||||||||||||||||||||
| 1520L | |||||||||||||||||||||||||
| 2010L | 4345 | 169 | |||||||||||||||||||||||
| 2020L | |||||||||||||||||||||||||

滚珠丝杠 联轴器侧轴端追加加工
| Alterations | Code | Spec. | |||||||
| 加工固定侧轴端键槽 | KC | 进行键槽加工。 KC=指定单位1mm 指定方法 KC10 |
| ||||||
 | |||||||||
| 加工固定侧轴端键槽 | KLC | 可指定键槽加工的位置。 K、S=指定单位1mm 指定方法 KLC-K5-S2 |
| ||||||
 | |||||||||
| 加工固定侧轴端平面 | SC | 进行平面加工。 SC=指定单位1mm 指定方法 SC7 |
| ||||||
 | |||||||||
| 固定侧轴端加工平面 (2处) | SWC | 进行2处平面加工 (90°的位置)。 SWC=指定单位1mm 指定方法 SWC7 |
| ||||||
 | |||||||||
■单轴组件 盖板规格 光传感器
 此图传感器为示意图,具体规格参照规格表。
此图传感器为示意图,具体规格参照规格表。

 此图传感器为示意图,具体规格参照规格表。
此图传感器为示意图,具体规格参照规格表。■盖板规格 光传感器 尺寸表
| 适用型式 | Code |
| E-KUAC 1510L/1520L | CW1 CW2 CW3 |
| E-KUAC 2010L/2020L |
使用案例

①去毛刺设备组件
型号:E-KUAC1505-340-150
描述:移动去毛刺用刷子。尤其适用于有升降速度可变和耐久性要求的工况。
应用:需要足够刚性的装置,防止振动。
型号:E-KUAC1505-340-150
描述:移动去毛刺用刷子。尤其适用于有升降速度可变和耐久性要求的工况。
应用:需要足够刚性的装置,防止振动。

②可动研磨头组件
型号:E-KUHC2010L-400-200
描述:用于曲轴的弯曲研磨加工设备的移动机定位。
应用:偏离底板的装置部分。
型号:E-KUHC2010L-400-200
描述:用于曲轴的弯曲研磨加工设备的移动机定位。
应用:偏离底板的装置部分。

③焊接头组件
型号:E-KUAC2010L-580-200
描述:用于型钢点焊机进行等间距焊接作业时滑动部的移动及定位。
应用:需要足够刚性的装置,防止加紧。
型号:E-KUAC2010L-580-200
描述:用于型钢点焊机进行等间距焊接作业时滑动部的移动及定位。
应用:需要足够刚性的装置,防止加紧。
应用行业




使用方法
■安装方法
采用底座侧面定位,进行安装。
为了确保单轴组件的精度,请通过底座安装孔将其固定在平面度±0.02mm以内,
厚度为20mm以上的铁板上,否则底座会变形,发生卡顿。
①附件安装图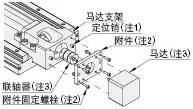
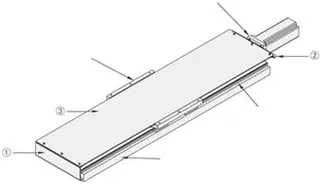
②盖板安装步骤
步骤1:将KU□C主体固定在客户所使用的装置或工作台上。
步骤2:将附属支架①②安装在主体上。
步骤3:将附属盖板③固定在步骤2中已安装好的附属支架①②上。
■维护方法
①润滑脂补给方法
在滚珠丝杆上直接涂抹润滑脂后,全行程滑动工作台,以实现整体均匀涂抹。
在直线导轨上,将注油枪插入油嘴注入润滑脂。
注入后全行程多次移动工作台,以实现整体均匀涂抹。
润泽脂:昭和壳牌石油制Albania润滑脂S2。
②润滑脂补给频率
每6个月(或行走距离达1000KM)补给一次。
使用条件和使用环境不同补给间隔时间也不同,请酌情判断。
采用底座侧面定位,进行安装。
为了确保单轴组件的精度,请通过底座安装孔将其固定在平面度±0.02mm以内,厚度为20mm以上的铁板上,否则底座会变形,发生卡顿。
①附件安装图

注1)定位销已压入马达支架中。
注2)附带附件和4个M3╳10固定螺栓。
注3)不附带马达,联轴器。
注2)附带附件和4个M3╳10固定螺栓。
注3)不附带马达,联轴器。
②盖板安装步骤
步骤1:将KU□C主体固定在客户所使用的装置或工作台上。
步骤2:将附属支架①②安装在主体上。
步骤3:将附属盖板③固定在步骤2中已安装好的附属支架①②上。

■维护方法
①润滑脂补给方法
在滚珠丝杆上直接涂抹润滑脂后,全行程滑动工作台,以实现整体均匀涂抹。
在直线导轨上,将注油枪插入油嘴注入润滑脂。
注入后全行程多次移动工作台,以实现整体均匀涂抹。
润泽脂:昭和壳牌石油制Albania润滑脂S2。②润滑脂补给频率
每6个月(或行走距离达1000KM)补给一次。
使用条件和使用环境不同补给间隔时间也不同,请酌情判断。注意事项
■产品到货和使用:
①传感器组件,盖板和单轴组件同包装发货。请客户自行安装。
②由于精细零件数量较多,开封后请立刻检查随附零件。
③请确保周围安全后再开机使用,以免造成设备损伤或是人身伤害事故。
■使用环境
请在50℃以下的环境温度中使用。推荐使用温度:0~50℃(没有冻结,非结露)。
■请避免在如下环境中使用单轴组件产品
①传感器组件,盖板和单轴组件同包装发货。请客户自行安装。
②由于精细零件数量较多,开封后请立刻检查随附零件。
③请确保周围安全后再开机使用,以免造成设备损伤或是人身伤害事故。
■使用环境
请在50℃以下的环境温度中使用。推荐使用温度:0~50℃(没有冻结,非结露)。
■请避免在如下环境中使用单轴组件产品
选型软件

相关产品
| 重载直线导轨 | 单轴驱动器 LXH45 | 单轴驱动器 LX30 | ||
 |  |  | ||
| 代表型号: SX2R24-640 | 代表型号: LXH4520-B1-N-640 | 代表型号: LX3010-B1-N-600 |
尺寸图
| 附件 | 材质 | 表面处理 | 数量 | 备注 |
| 内六角螺栓M5×10 | 铁 | 铬酸盐光泽处理(黑色) | 4 | 支架固定用 |
| 零件 | 底座 | 工作台 | 马达支架 | 螺帽支架 | 固定侧丝杠支座组件 | 支承侧轴承座 | 挡块 |
| 材质 | 铝合金 | 铝合金 | 铝合金 | 铝合金 | 铁 | 铝合金 | 树脂 |
| 表面处理 | 黑色阳极 氧化处理 | 黑色阳极 氧化处理 | 黑色阳极 氧化处理 | 黑色阳极 氧化处理 | 四氧化三铁 保护膜 | 黑色阳极 氧化处理 | - |

规格表

| 型式 | 选择 | 滚珠丝杠压轧 | W 工作台宽度 | H 总高度 | H1 导轨 高度 | H2 轴心 高度 | 工作台 | |||||||
| Type | No. | L 底座总长 | L1 工作台长度 | 直径 | 导程 | W | t2 | M1 | P1 | P2 | ||||
| E-KUAC | 1510L 1520L | 340 | 150 | 15 | 10 20 | 220 | 74 | 28 | 32 | 220 | 22 | M5 | 120 | 195 |
| 400 | ||||||||||||||
| 460 | ||||||||||||||
| 520 | ||||||||||||||
| 580 | ||||||||||||||
| 2010L 2020L | 20 | 89 | 39 | 40 | ||||||||||
| 640 | ||||||||||||||
| 700 | ||||||||||||||
| 78 | 28 | 34 | ||||||||||||
| 760 | ||||||||||||||
| 820 | ||||||||||||||
| 型式 | 底座 | 底座安装孔 | 马达安装相关尺寸 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Type | No. | W1 | H4 | t1 | h1 | P3 | h | Q | S | P.C.D | D | D1 | H3 | N | N1 | N2 | N3 | d | M2 | ||||||||||||||||||||||||||||||||||||||||
| E-KUAC | 1510L 1520L | 208 | 49 | 12 | 20 | 120 | 11.5 |
|
| 70 | 50 | 45 | 62 | 45 | 5 | 40 | 15 | 10 | M5 | ||||||||||||||||||||||||||||||||||||||||
| 2010L | 61 | 29 | 70 | 57.5 | 39.5 | 20 | 12 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2020L | 55 | 20 | 64 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
*L=340仅适用于1510L,L=400仅适用于1510L,2010L。
■伺服马达适用表
■精度·容许静负载
■伺服马达适用表
| 制造厂名称 | 型号 | 输出功率(W) | 方法兰 |
| 安川电机 | SGM7J-02 | 200 | □60 |
| SGM7J-04 | 400 | ||
| 三菱电机 | HG-MR23 | 200 | |
| HG-KR23 | 200 | ||
| HF-MP23 | 200 | ||
| HF-KP23 | 200 | ||
| HG-MR43 | 400 | ||
| HG-KR43 | 400 | ||
| HF-MP43 | 400 | ||
| HF-KP43 | 400 |
■精度·容许静负载
| 型式 | *重复 定位精度(mm) | 容许静负载(kg) | *平行度 (mm) | ||||||||||||||||||||||
| Type | No. | 水平 | 垂直 | ||||||||||||||||||||||
| 压轧 滚珠丝杠 E-KUAC | 1510L | ±0.05 | 2897 | 153 |
| ||||||||||||||||||||
| 1520L | |||||||||||||||||||||||||
| 2010L | 4345 | 169 | |||||||||||||||||||||||
| 2020L | |||||||||||||||||||||||||
滚珠丝杠 联轴器侧轴端追加加工
| Alterations | Code | Spec. | |||||||
| 加工固定侧轴端键槽 | KC | 进行键槽加工。 KC=指定单位1mm 指定方法 KC10 |
| ||||||
| |||||||||
| 加工固定侧轴端键槽 | KLC | 可指定键槽加工的位置。 K、S=指定单位1mm 指定方法 KLC-K5-S2 |
| ||||||
| |||||||||
| 加工固定侧轴端平面 | SC | 进行平面加工。 SC=指定单位1mm 指定方法 SC7 |
| ||||||
| |||||||||
| 固定侧轴端加工平面 (2处) | SWC | 进行2处平面加工 (90°的位置)。 SWC=指定单位1mm 指定方法 SWC7 |
| ||||||
| |||||||||
■单轴组件 盖板规格 光传感器
此图传感器为示意图,具体规格参照规格表。
此图传感器为示意图,具体规格参照规格表。■盖板规格 光传感器 尺寸表
| 适用型式 | Code |
| E-KUAC 1510L/1520L | CW1 CW2 CW3 |
| E-KUAC 2010L/2020L |
关于此商品的常见问题 (FAQ)
单轴组件有附带联轴器吗?
单轴组件不附带联轴器。米思米有推荐的联轴器型号,请参考单轴组件选型规格表中的“联轴器适用例 型式”选择合适的联轴器型号。
商品出货时,选配件传感器是否已安装在单轴组件本体上?
单轴组件出货时,传感器不安装在本体上。传感器组件是单独包装的,以附属品的形式放在单轴组件本体的原包装纸箱内出货。商品到货后,客户需自行安装传感器。
单轴组件有带马达的套装出售吗?
单轴组件没有带马达的套装出售。马达需要客户自行选型购买,可参考米思米目录中的“马达适用表“选择合适的马达型号。
请告知传感器的安装方法。
根据客户的具体使用工况不同,传感器的安装方式也有所不同。常用的方式是单轴组件中间安装原点传感器,两端安装限位传感器。
常被一起浏览的商品
常被一起购买的商品
相关产品集合页
单价(未税):
数量:



总价(含税):
总价(未税):
总价(未税):
分享
客服
产品目录
加入购物车
| 数量 | 未税单价 (元) | 发货日 |
|---|

