经济型 直推杆 -SKD61+氮化/标准规格


限时特价
当天发货
可按购买数量进行折扣
经济型 直推杆 -SKD61+氮化/标准规格
型号:
重选 
型号:
请确定型号
原价:
单价(未税):
购买条件:
发货日:
基本信息
规格表
FAQ
产品概述

产品特点
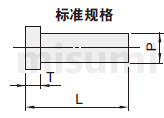
标准规格
标准规格是由客户自己进行长度加工的产品,为保证紧急情况时的使用,请客户做好库存准备
塑胶模具推杆的材质有SKH51、SKD61、不锈钢等
标准规格是由客户自己进行长度加工的产品,为保证紧急情况时的使用,请客户做好库存准备
塑胶模具推杆的材质有SKH51、SKD61、不锈钢等

订货范例
| 型号 | - | L |
| E-EPN 3 | - | 100 |
■最小起订量
| 直径 | 最小起订量(支) |
| 3~6 | 50 |
| 6.5~8 | 30 |
| 9~13 | 20 |
| 15~25 | 10 |
发货日
●标*规格
 上海·广州发货
上海·广州发货
| 4 | 天发货 |
 上海·广州发货
上海·广州发货●左述以外
上海·广州发货
| 7 | 天发货 |
上海·广州发货使用案例
标准孔加工范例
轴径公差的选择方法推杆的轴径公差,是由推杆前端与型芯配合孔的配合公差来决定的。为减少运动阻力,提高型腔内气体的排气效率,推杆的轴径公差可采用较大的下偏差数值,确保轴径与型芯配合孔的单边间隙。
此时,若使用流动性较好的树脂或是加大住宿压力进行成形加工,缝隙处极易产生毛刺,因此请综合考虑两方面的因素来选定公差。
通常使用 0/-0.005

轴径公差的选择方法推杆的轴径公差,是由推杆前端与型芯配合孔的配合公差来决定的。为减少运动阻力,提高型腔内气体的排气效率,推杆的轴径公差可采用较大的下偏差数值,确保轴径与型芯配合孔的单边间隙。
此时,若使用流动性较好的树脂或是加大住宿压力进行成形加工,缝隙处极易产生毛刺,因此请综合考虑两方面的因素来选定公差。
通常使用 0/-0.005

注意事项
推杆的氮化处理和表面硬度保证范围
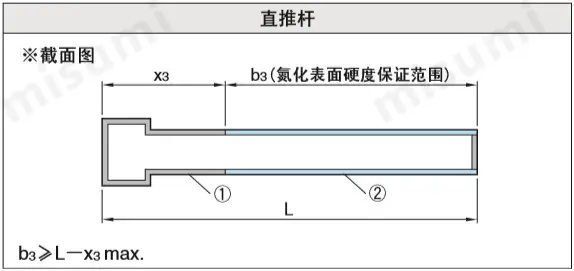
氮化:氮化是钢材表面处理的一种方法,将钢材放入充满氮气的炉内,利用高温(500℃左右)让钢材表面与氮气化合形成硬化层。
氮化深度:是指氮化处理后硬化层的深度。米思米塑模用推杆900HV~的硬度的氮化深度为0.003mm~0.008mm左右(参考值),钢材与氮化合后硬度提高的深度为距表面1mm左右

 材质 材质 | 肩部厚度(T) | X3 max. | 推杆表面硬度 | |||||
| ① | ②(氮化表面硬度保证范围) | |||||||
| SKD61+氮化 | T4(4mm) | 30 | 900HV~ | |||||
| 材料硬度 | ~ | 900HV~ | ||||||
| JIS(4·6·8mm) | 35 | (无氮化层) | (有氮化层) | |||||
| T10(10mm) | 40 | |||||||
氮化深度:是指氮化处理后硬化层的深度。米思米塑模用推杆900HV~的硬度的氮化深度为0.003mm~0.008mm左右(参考值),钢材与氮化合后硬度提高的深度为距表面1mm左右
相关产品
| 导柱 -DIN9833- | 导套 -DIN9834- | 冷却水用快速接头 -分离式高温型\/耐热99℃\/螺纹外接头- | ||
 |  |  | ||
| 型号: DGPMA | 型号: DGBWF | 型号: M-AK |
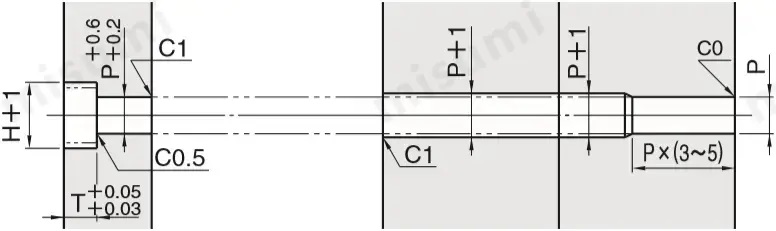
尺寸图

| 型号 | 肩部厚度 |  T公差 T公差 |
| E-EPN | 4mm(T4) |  |
| E-EPJ | 6·8mm(JIS) |  |
P尺寸公差| L | P | ||
| 1~13 | 15~20 | 25 | |
| L≤500 |  |  |  |
| L≥600 | | |  |
材质 SKD61+氮化
硬度 表面:900HV~
材料:40~45HRC
材料硬度、轴径精度保证范围b1
x1 max.40
规格表
| 肩部厚度4mm | 肩部厚度JIS | 型号 | L 选择 | |||||||||||||||||||
| H | T | H | T | Type | P | |||||||||||||||||
| 肩部厚度4mm | 肩部厚度JIS | |||||||||||||||||||||
| 6 | 4 | - | - | E-EPN | - | (3) | 100* | 150* | 200* | 250* | 300* | |||||||||||
| 7 | (3.5) | 100 | 150 | 200 | 250 | 300 | ||||||||||||||||
| 8 | 6 | E-EPJ | 4 | 100* | 150* | 200* | 250* | 300* | (350) | (400) | (450) | (500) | (600) | |||||||||
| 8 | 4.5 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (550) | (600) | ||||||||||
| 9 | 5 | 100* | 150* | 200* | 250* | 300* | (350) | (400) | (450) | (500) | (600) | (700) | ||||||||||
| 9 | 5.5 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | |||||||||||
| 10 | 6 | 100* | 150* | 200* | 250* | 300* | (350*) | (400*) | (450) | (500) | (600) | (700) | (800) | |||||||||
| 10 | 11 | 6.5 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | (700) | |||||||||
| 7 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | (700) | (800) | (900) | (1000) | ||||||||
| 11 | 13 | 8 | 8 | 100* | 150* | 200* | 250* | 300* | (350*) | (400*) | (450*) | (500*) | (600) | (700) | ||||||||
| 15 | 15 | 10 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | (700) | |||||||||
| 17 | 17 | 12 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | (650) | (700) | (800) | |||||||
| 18 | 18 | 13 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | ||||||||||
| 20 | 20 | 15 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | (700) | (800) | ||||||||
| 21 | 21 | 16 | 100 | 150 | 200 | 250 | 300 | (350) | (400) | (450) | (500) | (600) | (700) | (800) | ||||||||
| - | - | 25 | - | 20 | (100) | (150) | (200) | (250) | (300) | (400) | (500) | (600) | (700) | (800) | (900) | (1000) | ||||||
| 30 | 25 | (100) | (150) | (200) | (250) | (300) | (350) | (400) | (450) | (500) | (600) | (700) | (800) | (900) | (1000) | |||||||
P尺寸的“( )”内仅适用于E-EPN 的规格。L尺寸的“( )”内仅适用于E-EPJ 的规格。 关于此商品的常见问题 (FAQ)
SKH51和SKD61的推杆有什么使用区分?
硬度:SKH51的硬度为58~60,SKD61的硬度为50~55,SKD61+氮化时表面硬度可达900HV~
耐磨性:SKH51优于SKD61
镜面抛光性:等同
韧性:SKD61优于SKH51
耐腐蚀性:等同
耐磨性:SKH51优于SKD61
镜面抛光性:等同
韧性:SKD61优于SKH51
耐腐蚀性:等同
SKD61+氮化和预硬化SKD61有什么区别?
硬度:两者材料硬度均为40~45,SKD61+氮化时表面硬度可达900HV~
耐磨性:SKD氮化处理优于预硬化SKD61
镜面抛光性:等同
韧性:等同
耐腐蚀性:等同
耐磨性:SKD氮化处理优于预硬化SKD61
镜面抛光性:等同
韧性:等同
耐腐蚀性:等同
常被一起浏览的商品
常被一起购买的商品
相关产品集合页
单价(未税):
数量:



总价(含税):
总价(未税):
总价(未税):
分享
客服
产品目录
加入购物车
| 数量 | 未税单价 (元) | 发货日 |
|---|

