浇口分离组件






限时特价
当天发货
可按购买数量进行折扣
浇口分离组件
型号:
重选 
型号:
请确定型号
原价:
单价(未税):
购买条件:
发货日:
基本信息
规格表
FAQ
产品概述

浇口分离组件是一种利用开模动作,是旋转浇口销转动后,自动分离侧浇口的组件产品。
产品特点
●侧浇口的浇口截面比点式浇口及斜浇口大,因此可有效保压。而且,可防止收缩,提高尺寸稳定性和外观一致性等。
●通过浇口分离处理的自动化,可大幅减少人工费。
●浇口分离截面均匀,可防止手动切割的不稳定性。此外,还可抑制浇口手动切割时产生的粉尘。
●通过浇口分离处理的自动化,可大幅减少人工费。
●浇口分离截面均匀,可防止手动切割的不稳定性。此外,还可抑制浇口手动切割时产生的粉尘。
订货范例
| 型号 | - | LA | - | LB |
| MRGC 20 | - | 40 | - | 80 |
发货日
| 7 | 天发货 |
 上海·广州发货
上海·广州发货使用案例
■浇口分离组件的动作方法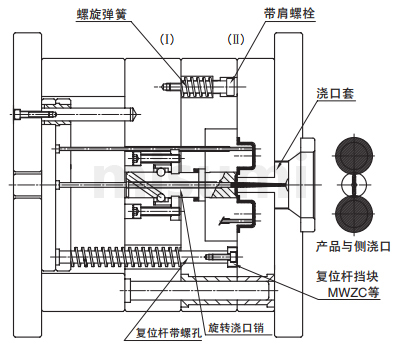

①成形时
树脂从主流道,经开设在旋转浇口上的分流道、侧浇口流入,使产品成形
树脂从主流道,经开设在旋转浇口上的分流道、侧浇口流入,使产品成形

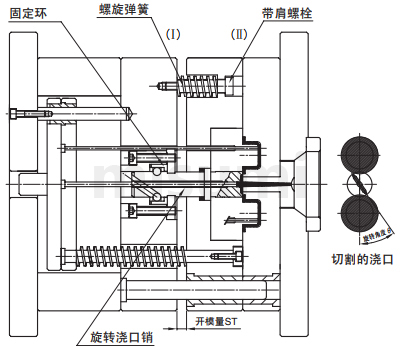
②浇口分离时
·通过开启动模并利用螺旋弹簧,开启分型面(Ⅰ)
·利用分型面(Ⅰ)的开模(ST),通过固定环内的钢球与销的螺旋槽旋转浇口销,分离侧浇口
·通过开启动模并利用螺旋弹簧,开启分型面(Ⅰ)
·利用分型面(Ⅰ)的开模(ST),通过固定环内的钢球与销的螺旋槽旋转浇口销,分离侧浇口

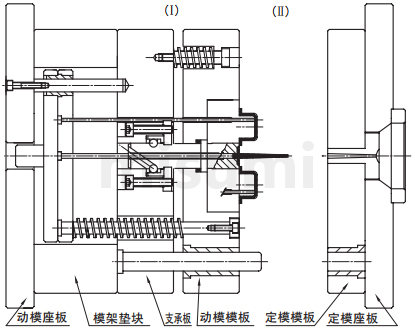
③开模状态
·通过带肩螺栓限制分型面(Ⅰ)的动作,然后开启分型面(Ⅱ)
·通过带肩螺栓限制分型面(Ⅰ)的动作,然后开启分型面(Ⅱ)

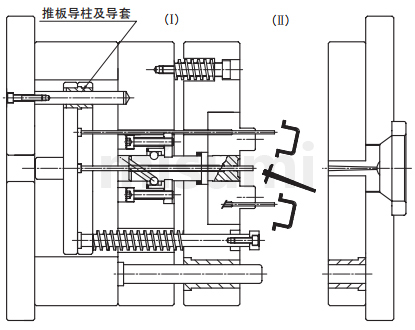
④产品顶出时
·推板顶出,取出产品及分流道、主流道
·推板顶出,取出产品及分流道、主流道
注意事项
1)在产品的分型面(Ⅱ)之前通过(I)的开模使浇口销旋转,进行侧浇口分离的组件。作为特殊结构,请务必使用下列零件
·螺旋弹簧
请使用螺旋弹簧、尼龙锁模器等零件,以便先将分型面(I)开启到位。
·带肩螺栓
用于开启产品的分型面(Ⅱ)
·复位杆挡块
分型面(Ⅰ)开启后,使动模模板与推板同时动作。如不同时动作,则产品与推杄前端部分离,分离量与分型面的开启量相等。推板顶出时,推杄如再次与产品接触,则产品可能发生泛白现象
·推板导柱·推板导套
为确保浇口分离组件的稳定动作而必须使用
2)由于浇口分离依赖于浇口销旋转动作,因此请勿使用Z形推杆
·螺旋弹簧
请使用螺旋弹簧、尼龙锁模器等零件,以便先将分型面(I)开启到位。
·带肩螺栓
用于开启产品的分型面(Ⅱ)
·复位杆挡块
分型面(Ⅰ)开启后,使动模模板与推板同时动作。如不同时动作,则产品与推杄前端部分离,分离量与分型面的开启量相等。推板顶出时,推杄如再次与产品接触,则产品可能发生泛白现象
·推板导柱·推板导套
为确保浇口分离组件的稳定动作而必须使用
2)由于浇口分离依赖于浇口销旋转动作,因此请勿使用Z形推杆
使用方法
■浇口分离组件的安装方法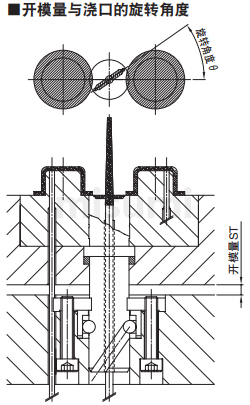
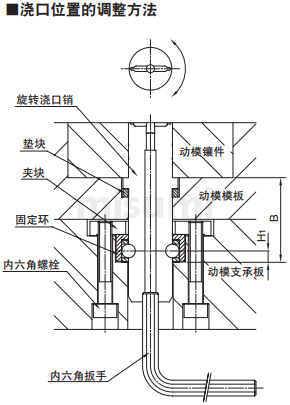
在闭合动模模板与支承板的状态下,将内六角扳手插入旋转浇口销的端部进行转动,以调整浇口位置,然后拧紧内六角螺栓固定浇口销。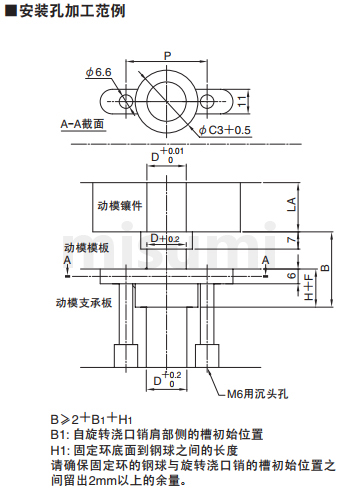
注意事项:
·关于容易产生裂缝的树脂(PMMA等),请仔细斟酌后再使用。
·并不适用于所有树脂。请参考成形范例并进行讨论。

开模量ST与旋转角度
旋转后,使分离的浇口与产品之间的间隙保持在0.5mm以上。
| 开模量ST | 旋转角度θ | |
| D16 | D20 | |
| 1 | 5.0 | 4.0 |
| 2 | 10.0 | 8.0 |
| 3 | 15.1 | 12.0 |
| 4 | 20.1 | 16.1 |
| 5 | 25.1 | 20.1 |
| 6 | 30.1 | 24.1 |
| 7 | 35.1 | 28.1 |
| 8 | 40.1 | 32.1 |
| 9 | 45.2 | 36.1 |
| 10 | 50.2 | 40.1 |
| 11 | 55.2 | 44.2 |
| 12 | 60.2 | 48.2 |
| 13 | 65.2 | 52.2 |
| 14 | 70.2 | 56.2 |
| 15 | 75.3 | 60.2 |
| 16 | 80.3 | 64.2 |
| 17 | 85.3 | 68.2 |
| 18 | 90.3 | 72.3 |

在闭合动模模板与支承板的状态下,将内六角扳手插入旋转浇口销的端部进行转动,以调整浇口位置,然后拧紧内六角螺栓固定浇口销。

| D | LA | F | C3 | P |
| 16 | 25~40 | 15.5 | 25 | 34 |
| 20 | 35~60 | 18.5 | 31 | 40 |
注意事项:
·关于容易产生裂缝的树脂(PMMA等),请仔细斟酌后再使用。
·并不适用于所有树脂。请参考成形范例并进行讨论。

相关产品



尺寸图
・材质表
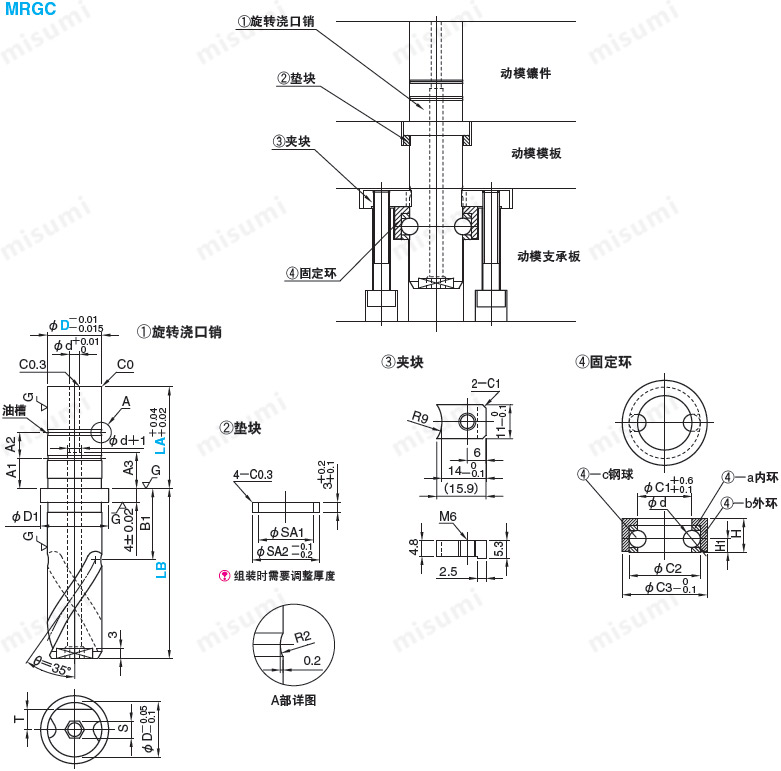
| No. | 名称 | 材质 | 硬度 |
| ① | 旋转浇口销 | 高速钢 | 60HRC~ |
| ② | 垫块 | NAK55 | 37~43HRC |
| ③ | 夹块 | S45C+镀镍 | 35~40HRC |
| ④ | 固定环 | - | - |
| a 内环 | NAK55 | 37~43HRC | |
| b 外环 | S45C+镀镍 | - | |
| c 钢球 | SUJ2 | 61~67HRC |

规格表
| ①旋转浇口销 | ②垫块 | ④固定环(a·b·c) | 型号 | LA | LB | |||||||||||||||
| D | D1 | d | A1 | A2 | A3 | B1 | S | T | SA1 | SA2 | C1 | C2 | C3 | H | H1 | d | Type | D | ||
| 16 | 20 | 3 | 10 | 8 | 10 | 20 | 5 | 6 | 16.2 | 20 | 16 | 21 | 25 | 10 | 4 | 5 | MRGC | 16 | 40 | 60 |
| 20 | 26 | 5 | 15 | 10 | 20 | 25 | 8 | 8 | 20.2 | 26 | 20 | 26 | 31 | 13 | 5.5 | 6 | 20 | 80 | ||
| 60 | ||||||||||||||||||||
关于此商品的常见问题 (FAQ)
使用浇口分离组件的优势是什么?
①可有效保压、防止收缩、提高产品尺寸稳定性和外观一致性
②通过浇口分离处理的自动化,可大幅减少人工费
②浇口分离截面均匀,可防止手动切割的不稳定性,并可抑制手动切割时产生的粉尘。
②通过浇口分离处理的自动化,可大幅减少人工费
②浇口分离截面均匀,可防止手动切割的不稳定性,并可抑制手动切割时产生的粉尘。
浇口分离组件使用时有什么需要注意的地方?
浇口分离组件并不适用于所有树脂,具体请参考目录成形范例,且关于容易产生裂缝的树脂,请仔细斟酌后再使用。
常被一起浏览的商品
常被一起购买的商品
相关产品集合页
单价(未税):
数量:



总价(含税):
总价(未税):
总价(未税):
分享
客服
产品目录
加入购物车
| 数量 | 未税单价 (元) | 发货日 |
|---|

