斜导柱 -肩部无角度型-




限时特价
当天发货
可按购买数量进行折扣
斜导柱 -肩部无角度型-
型号:
重选 
型号:
请确定型号
原价:
单价(未税):
购买条件:
发货日:
基本信息
规格表
FAQ
开孔尺寸
产品概述
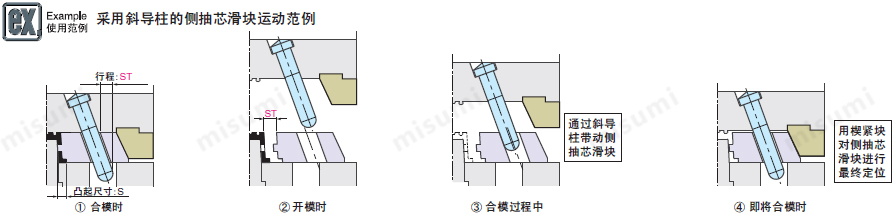
注塑成形时,若成形产品侧表面有凹凸形状或侧孔,开模时固化后的塑料产品就会因型芯的干涉而无法正常脱模,此时需采用侧向分型或抽芯机构。
塑件产品的凹凸形状主要分外侧面凹凸和内侧面凹凸两大类。
斜导柱侧抽芯机构主要适用于塑件的外侧面抽芯场合
本款产品为 斜导柱 -肩部无角度型-
塑件产品的凹凸形状主要分外侧面凹凸和内侧面凹凸两大类。
斜导柱侧抽芯机构主要适用于塑件的外侧面抽芯场合
本款产品为 斜导柱 -肩部无角度型-
产品特点
| D |  材质 材质 |  硬度 硬度 |
| 8 | SKD11 | 60~63HRC |
| 10~20 | SUJ2 | 58HRC~ (高频淬火) |
外径D寸规格范围:Φ8mm~Φ20mm
长度L寸规格范围:40mm~180mm
长度L寸规格范围:40mm~180mm
使用案例

开孔尺寸

型号交期

注意事项
| 1 | 斜导柱的倾斜角 角度太大时滑块的行程变长,对斜导柱的负载也相应加大,容易发生折损或卡伤,所以一般倾斜角设置为30°以下 |
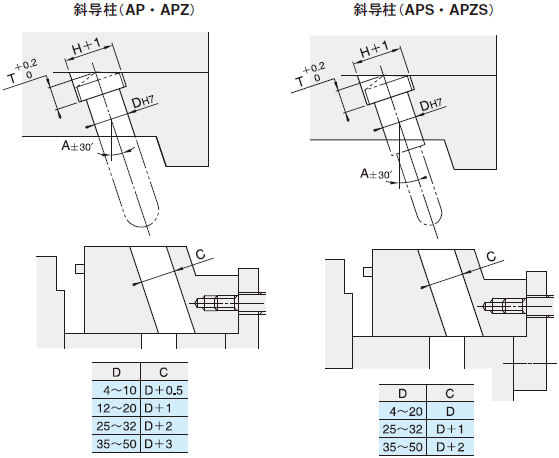
| 2 | 斜导柱直径D和侧抽芯滑块的孔径D1关系 通过设置D1=D+(0.5~1)的间隙,可实现以下功效。 ①补偿一些加工的精度不良(角度、位置偏差等),达到防止卡伤的效果 ②模具即使已打开Ǭ尺寸,侧抽芯滑块也暂不会移动。开模时成形产品一般会留在动模侧,即使因定模侧形状凹凸不平导致成形品可能留在定模侧时,通过该滞后效应也会让成形产品仍能留在动模侧。Ǭ=((D1-D)/2)/SinA |
| 3 | 孔加工精度 请注意,若斜导柱安装孔和侧抽芯滑块的孔加工精度不良时,会出现行程过量或不足,造成滑动不稳定,导致出现卡伤或斜导柱折损 |
 | |
 |
相关产品



尺寸图

规格表
| D | m5 | f6 | T | H | S | 型号 | L | N 指定单位0.1mm | ||
| APZ | APZS | Type | D | |||||||
| 8 | +0.012 +0.006 | -0.013 -0.022 | 5 | 11 | 4 | 3.9 | APZ APZS (台阶型) | 8 | 40 | 2≤N N≤L-T-1 或 N=0 (无压入部) |
| 50 | ||||||||||
| 60 | ||||||||||
| 70 | ||||||||||
| 80 | ||||||||||
| 90 | ||||||||||
| 100 | ||||||||||
| 110 | ||||||||||
| 10 | 10 | 13 | 5 | 4.9 | 10 | 40 | ||||
| 50 | ||||||||||
| 60 | ||||||||||
| 70 | ||||||||||
| 80 | ||||||||||
| 90 | ||||||||||
| 100 | ||||||||||
| 110 | ||||||||||
| 12 | +0.015 +0.007 | -0.016 -0.027 | 15 | 6 | 5.9 | 12 | 50 | |||
| 60 | ||||||||||
| 70 | ||||||||||
| 80 | ||||||||||
| 90 | ||||||||||
| 100 | ||||||||||
| 110 | ||||||||||
| 120 | ||||||||||
| 130 | ||||||||||
| 13 | 16 | 6.5 | 6.4 | 13 | 50 | |||||
| 60 | ||||||||||
| 70 | ||||||||||
| 80 | ||||||||||
| 90 | ||||||||||
| 100 | ||||||||||
| 110 | ||||||||||
| 120 | ||||||||||
| 130 | ||||||||||
| 15 | 13 | 18 | 7.5 | 7.4 | 15 | 70 | ||||
| 80 | ||||||||||
| 90 | ||||||||||
| 100 | ||||||||||
| 110 | ||||||||||
| 120 | ||||||||||
| 130 | ||||||||||
| 140 | ||||||||||
| 16 | 19 | 8 | 7.9 | 16 | 70 | |||||
| 80 | ||||||||||
| 90 | ||||||||||
| 100 | ||||||||||
| 110 | ||||||||||
| 120 | ||||||||||
| 130 | ||||||||||
| 140 | ||||||||||
| 20 | +0.017 +0.008 | -0.020 -0.033 | 23 | 10 | 9.9 | 20 | 90 | |||
| 100 | ||||||||||
| 110 | ||||||||||
| 120 | ||||||||||
| 130 | ||||||||||
| 140 | ||||||||||
| 150 | ||||||||||
| 160 | ||||||||||
| 170 | ||||||||||
| 180 | ||||||||||
关于此商品的常见问题 (FAQ)
斜导柱外表面硬度是多少?
当D=8时,材质为SKD11,为全硬处理60~63HRC,当D=10~20时,材质为SUJ2,为高频淬火,表层硬度58HRC以上
斜导柱压入部开孔尺寸多大?
一般模具开孔尺寸压入部位置为H7公差,C尺寸详见开孔尺寸明细,目录页P1412
常被一起浏览的商品
常被一起购买的商品
相关产品集合页
单价(未税):
数量:



总价(含税):
总价(未税):
总价(未税):
分享
客服
产品目录
加入购物车
| 数量 | 未税单价 (元) | 发货日 |
|---|

