肩型凸模 -RW涂覆处理-


限时特价
当天发货
可按购买数量进行折扣
肩型凸模 -RW涂覆处理-
型号:
重选 
型号:
请确定型号
原价:
单价(未税):
购买条件:
发货日:
基本信息
规格表
FAQ
产品概述

1.肩型凸模为最基础型的凸模产品,其挂台厚度为5mm,直径范围为3~25mm。
2.肩型的凸模的尾部台阶设计,可以有效对凸模进行定位固定。
3.材质的使用分为两种,一种是相当于SKH51,硬度达到61~64HRC,表面3100HV,代表型号类别为为RW-SH、ARW-SH。另外一种是粉末高速钢,硬度达到64~67HRC,表面3100HV,代表型号类别为RW-PH、ARW-PH。
2.肩型的凸模的尾部台阶设计,可以有效对凸模进行定位固定。
3.材质的使用分为两种,一种是相当于SKH51,硬度达到61~64HRC,表面3100HV,代表型号类别为为RW-SH、ARW-SH。另外一种是粉末高速钢,硬度达到64~67HRC,表面3100HV,代表型号类别为RW-PH、ARW-PH。
产品特点
1.此类商品适用于模具制造加工行业,应用广泛。
2.RW涂覆处理的效果:耐磨损性、耐剥离性、耐热性优异,可有效用于超高强度材料和高强度厚板材的冲压加工。
3.符合升级后的RoHS2.0 十项物质环保标准。
订货范例
| 型号 | - | L | - | P | - | W | - | R(仅 ) ) |
| RW-PHDL 13 | - | 80 | - | P10.50 | - | W7.34 |
发货日
| 13 | 天发货 |
 上海·广州发货数量≥201时,请另询交货期。
上海·广州发货数量≥201时,请另询交货期。使用案例
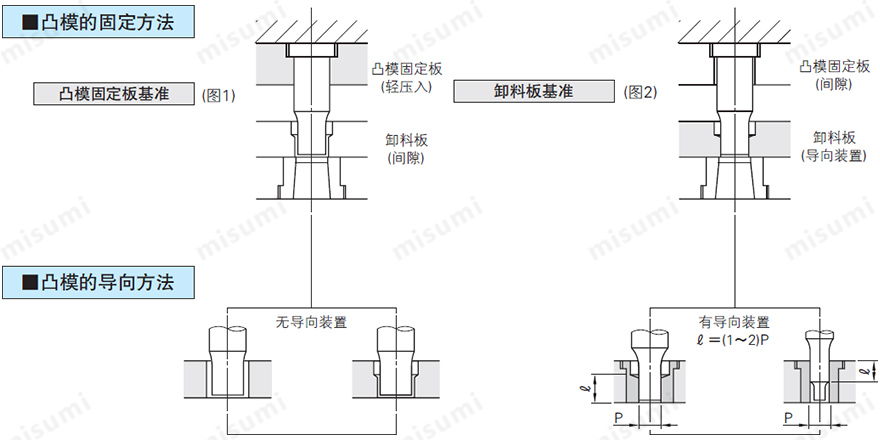
凸模的紧固方法
凸模固定板基准:本方法为最普通的方法,将凸模打入凸模固定板,因此模具制作很简单。如果凸模的同轴度和凸模固定板的孔加工精度较低,凸模和凹模的间隙边容易出现不均匀,因此不应用于间隙较小的模具。
卸料板基准:本方法主要用于薄板的高精度模具。在靠近凸模和凹模的卸料板上,在凸模的刃部有导向装置,因此能够使精度误差保持在最小值。凸模固定板通过配合间隙来紧固
凸模固定板基准:本方法为最普通的方法,将凸模打入凸模固定板,因此模具制作很简单。如果凸模的同轴度和凸模固定板的孔加工精度较低,凸模和凹模的间隙边容易出现不均匀,因此不应用于间隙较小的模具。
卸料板基准:本方法主要用于薄板的高精度模具。在靠近凸模和凹模的卸料板上,在凸模的刃部有导向装置,因此能够使精度误差保持在最小值。凸模固定板通过配合间隙来紧固

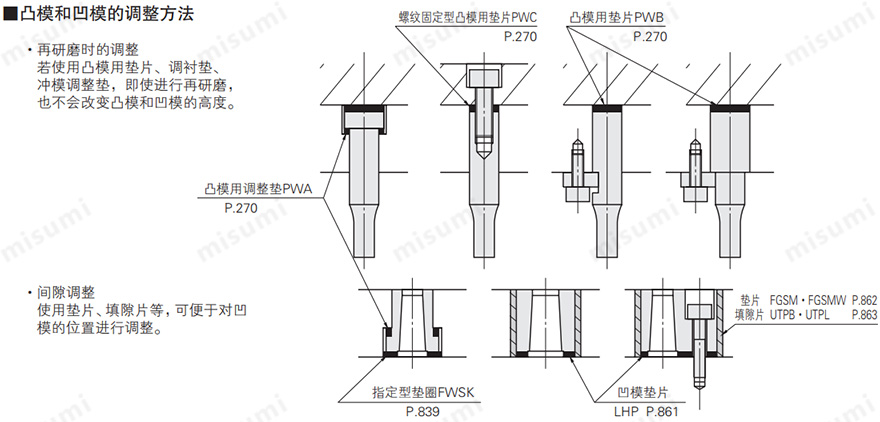
注意事项
冲压模具在生产中,冲裁的配合间隙和模具高度最为重要,凸凹模的位置不良就会发生凸凹模干涉,最终导致板料生产不良甚至模具损坏。
为了使凸凹模位置调整至设计理想位置,建议您使用米思米推荐的调整方法:
为了使凸凹模位置调整至设计理想位置,建议您使用米思米推荐的调整方法:

相关产品
| 肩型凸模短型普通型TiCN涂覆处理 | 顶料型凸模 | 肩型台阶凸模DLC涂覆 | ||
 |  |  | ||
| 型号: H-SSH/H-SSP/AH-SSH/AH-SSP | 型号: SJ/SJV/A-SJ/A-SJV | 型号: N-SHTW/NW-SHTW |
尺寸图
 材质 材质 硬度 硬度 | 型号 | 刃口形状按下图 A~G选择 A~G选择 | |||
| Type | Shape 刃口形状 | B 刃口长度 | |||
| 杆径公差Dm5 | 杆径公差D | ||||
| 相当于SKH51 61~64HRC 表面3100HV | RW-SH | ARW-SH |  | S L  X  刃口长度(B) X>L>S |  刃口前端边缘部带有微小R。 刃口前端边缘部带有微小R。 |
| 粉末高速钢 64~67HRC 表面3100HV | RW-PH | ARW-PH | |||
杆径公差D 可选择m5・
可选择m5・
规格表
| 型号 | L | 指定单位0.01mm | B | H | ||||||||||||
 |  | | ||||||||||||||
| Type | Shape 刃口形状 | B 刃口长度 | D | |||||||||||||
| min. P max. | P・Kmax. | P・Wmin. | R | |||||||||||||
| (Dm5) RW-SH RW-PH (D )ARW-SH ARW-PH | | S | 3 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 1.00~ 2.99 | - | - | 0.15 ~ W / 2 以 下 仅  | 8 | 5 |
| 4 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 1.00~ 3.99 | 3.97 | 1.00 | 7 | |||||
| 5 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 2.00~ 4.99 | 4.97 | 1.20 | 8 | |||||
| 6 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 2.00~ 5.99 | 5.97 | 1.50 | 9 | |||||
| 8 | (40) | 50 | 60 | 70 | 80 | 90 | 100 | 3.00~ 7.99 | 7.97 | 2.00 | 13 | 11 | ||||
| 10 | (40) | 50 | 60 | 70 | 80 | 90 | 100 | 3.00~ 9.99 | 9.97 | 2.50 | 13 | |||||
| 13 | (40) | 50 | 60 | 70 | 80 | 90 | 100 | 6.00~ 12.99 | 12.97 | 3.00 | 16 | |||||
| 16 | (40) | 50 | 60 | 70 | 80 | 90 | 100 | 10.00~ 15.99 | 15.97 | 4.00 | 19 | 19 | ||||
| 20 | (40) | 50 | 60 | 70 | 80 | 90 | 100 | 13.00~ 19.99 | 19.97 | 5.00 | 23 | |||||
| 25 | (40) | 50 | 60 | 70 | 80 | 90 | 100 | 18.00~ 24.99 | 24.97 | 6.00 | 28 | |||||
| L | 3 | 50 | 60 | 70 | 80 | 90 | 100 | 1.00~ 2.99 | - | - | 13 | 5 | ||||
| 4 | 50 | 60 | 70 | 80 | 90 | 100 | 1.00~ 3.99 | 3.97 | 2.00 | 7 | ||||||
| 5 | 50 | 60 | 70 | 80 | 90 | 100 | 2.00~ 4.99 | 4.97 | 2.00 | 8 | ||||||
| 6 | 50 | 60 | 70 | 80 | 90 | 100 | 2.00~ 5.99 | 5.97 | 2.00 | 9 | ||||||
| 8 | 50 | 60 | 70 | 80 | 90 | 100 | 3.00~ 7.99 | 7.97 | 2.50 | 19 | 11 | |||||
| 10 | 50 | 60 | 70 | 80 | 90 | 100 | 3.00~ 9.99 | 9.97 | 2.50 | 13 | ||||||
| 13 | 50 | 60 | 70 | 80 | 90 | 100 | 6.00~ 12.99 | 12.97 | 3.00 | 16 | ||||||
| 16 | 60 | 70 | 80 | 90 | 100 | 10.00~ 15.99 | 15.97 | 4.00 | 25 | 19 | ||||||
| 20 | 60 | 70 | 80 | 90 | 100 | 13.00~ 19.99 | 19.97 | 5.00 | 23 | |||||||
| 25 | 60 | 70 | 80 | 90 | 100 | 18.00~ 24.99 | 24.97 | 6.00 | 28 | |||||||
| X | 3 | 50 | 60 | 70 | 80 | 90 | 100 | 1.20~ 2.99 | - | - | 19 | 5 | ||||
| 4 | 50 | 60 | 70 | 80 | 90 | 100 | 1.20~ 3.99 | 3.97 | 2.00 | 7 | ||||||
| 5 | 60 | 70 | 80 | 90 | 100 | 2.00~ 4.99 | 4.97 | 3.50 | 25 | 8 | ||||||
| 6 | 60 | 70 | 80 | 90 | 100 | 2.00~ 5.99 | 5.97 | 3.50 | 9 | |||||||
| 8 | 60 | 70 | 80 | 90 | 100 | 3.00~ 7.99 | 7.97 | 5.00 | 30 | 11 | ||||||
| 10 | 60 | 70 | 80 | 90 | 100 | 3.00~ 9.99 | 9.97 | 5.00 | 13 | |||||||
| 13 | 60 | 70 | 80 | 90 | 100 | 6.00~ 12.99 | 12.97 | 5.00 | 16 | |||||||
| 16 | 70 | 80 | 90 | 100 | 10.00~ 15.99 | - | 40 | 19 | ||||||||
| 20 | 70 | 80 | 90 | 100 | 13.00~ 19.99 | 23 | ||||||||||
| 25 | 70 | 80 | 90 | 100 | 18.00~ 24.99 | 28 | ||||||||||
:P>D-0.03→ℓ=0 P>D-0.03时,圆形凸模不带D (导入部)。:P・K>D-0.05→ℓ=0 P・K>D-0.05时,非圆形凸模不带D(导入部)。L(40)→B=8 全长(40)时,刃口长度一律为8mm。 (导入部)。:P・K>D-0.05→ℓ=0 P・K>D-0.05时,非圆形凸模不带D(导入部)。L(40)→B=8 全长(40)时,刃口长度一律为8mm。 | ||||||||||||||||
追加工

 点击此处
点击此处 关于此商品的常见问题 (FAQ)
我是第一次购买米思米的凸模产品,请问要如何选型?
针对您的疑问,米思米在官方网站刊载了凸模的形式指定顺序指导,详情请参阅下记链接。https://www.misumi.com.cn/maker/misumi/press/tech/75.html
我要冲XX直径的孔,凸模和凹模刃口参数应该怎么选择?
建议您凸模刃口选择和孔同样的直径,凹模在冲孔直径上加上冲裁间隙。冲裁间隙=板料厚度×间隙比例,其中间隙比例和模具的种类有关,电子模具的精度和光亮带要求较高,间隙比例通常为2~5%,汽车模具精度和光亮带要求较低,间隙比例通常为5~10%。
常被一起浏览的商品
常被一起购买的商品
相关产品集合页
单价(未税):
数量:



总价(含税):
总价(未税):
总价(未税):
分享
客服
产品目录
加入购物车
| 数量 | 未税单价 (元) | 发货日 |
|---|

